Bahaa E Ali1,2 ![]() ,
Abdullah K Rabba3,
Mohamed H Fayed1,
Khalid M El-Say2,4,
Mohammad Khalid Anwer1,
Mohammad Javed Ansari1,
Ramadan Al-Shdefat1,
Gamal A Gabr5,6
,
Abdullah K Rabba3,
Mohamed H Fayed1,
Khalid M El-Say2,4,
Mohammad Khalid Anwer1,
Mohammad Javed Ansari1,
Ramadan Al-Shdefat1,
Gamal A Gabr5,6
For correspondence:- Bahaa Ali Email: ali_bahaa@hotmail.com Tel:+966115886043
Received: 10 October 2015 Accepted: 19 March 2016 Published: 30 April 2016
Citation: Ali BE, Rabba AK, Fayed MH, El-Say KM, Anwer MK, Ansari MJ, et al. Development and optimization of fluoxetine orally disintegrating tablets using Box-Behnken design. Trop J Pharm Res 2016; 15(4):667-677 doi: 10.4314/tjpr.v15i4.1
© 2016 The authors.
This is an Open Access article that uses a funding model which does not charge readers or their institutions for access and distributed under the terms of the Creative Commons Attribution License (http://creativecommons.org/licenses/by/4.0) and the Budapest Open Access Initiative (http://www.budapestopenaccessinitiative.org/read), which permit unrestricted use, distribution, and reproduction in any medium, provided the original work is properly credited..
Purpose: To develop and optimise some variables that influence fluoxetine orally disintegrating tablets (ODTs) formulation.
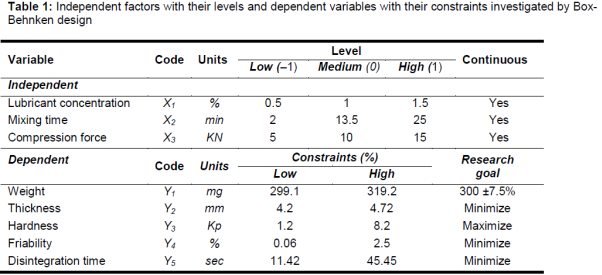
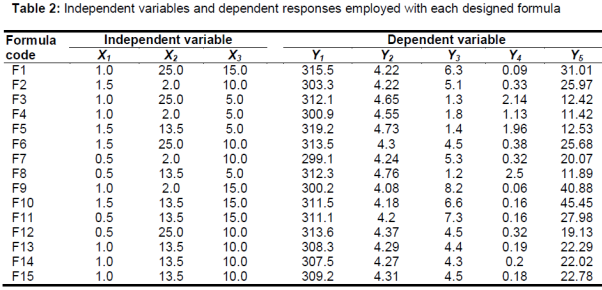
Methods: Fluoxetine ODTs tablets were prepared using direct compression method. Three-factor, 3-level Box-Behnken design was used to optimize and develop fluoxetine ODT formulation. The design suggested 15 formulations of different lubricant concentration (X1), lubricant mixing time (X2), and compression force (X3) and then their effect was monitored on tablet weight (Y1), thickness (Y2), hardness (Y3), % friability (Y4), and disintegration time (Y5).
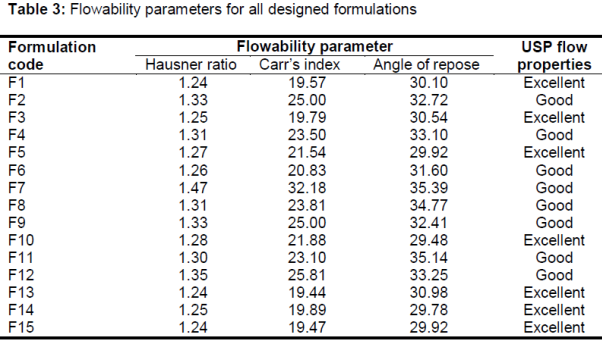
Results: All powder blends showed acceptable flow properties, ranging from good to excellent. The disintegration time (Y5) was affected directly by lubricant concentration (X1). Lubricant mixing time (X2) had a direct effect on tablet thickness (Y2) and hardness (Y3), while compression force (X3) had a direct impact on tablet hardness (Y3), % friability (Y4) and disintegration time (Y5). Accordingly, Box-Behnken design suggested an optimized formula of 0.86 mg (X1), 15.3 min (X2), and 10.6 KN (X3). Finally, the prediction error percentage responses of Y1, Y2, Y3, Y4, and Y5 were 0.31, 0.52, 2.13, 3.92 and 3.75 %, respectively. Formula 4 and 8 achieved 90 % of drug release within the first 5 min of dissolution test.
Conclusion: Fluoxetine ODT formulation has been developed and optimized successfully using Box-Behnken design and has also been manufactured efficiently using direct compression technique.
Introduction
Up to one-third of people in all age groups have experienced swallowing issues during their lifetime [1]. The increased prevalence of swallowing issues and the development of clinically significant dysphasia (difficulty in swallowing) can be observed with increasing age, intensity of care required, and the number of diseases as well as diseases with dysphasia inducing co-morbidity [2]. ODTs greatly improve patients’ compliance as it is easily taken without the need of water. It provides very rapid onset of action for patients in which it promote pregastric absorption of the drug molecules through buccal, sublingual, oropharyngeal, and esophageal membranes. Moreover, it avoids the first-pass hepatic metabolism leads to elevate bioavailability and reduces drug side effects [3].
Some manufacturing technologies of ODTs include direct compression, wet granulation, and lyophilization [3]. The direct compression method is the easiest and cost-effective method for the production of ODTs [4,5]. Lubrication is a critical element in tablet formulation. Lubricants are used to diminish the friction and adhesion of the powder blend to the punches and die wall [6]. Magnesium stearate is considered as the most common, chemically stable, and metallic salt boundary lubricant with high melting point, but it is hydrophobic [7]. Hence, lubricant concentration has been reported as one of the independent variables for experimental design [5,8,9]. In ODTs, it is important to keep quick disintegration properties of the tablets with adequate hardness [10]. Thus, optimizing the amount of magnesium stearate and mixing time is critical in the manufacturing of ODTs [5].
Optimization is a procedure that exploits available resources to obtain the best possible results. The manner of try and error that was extensively used before is now switched by the optimization system that finds a wide range of application in chemistry and pharmaceutical industry in the meantime [11]. Response surface methodology (RSM) is an assembly of mathematics and statistics procedures that is quite beneficial for the analysis and modelling of problems in which the optimized response of interest is influenced by numerous variables and objectives [12]. Box-Behnken experimental design offers 3 levels for each factor and involves a particular subsection of factorial blends from the 3k factorial design [12,13].
Optimization techniques have been employed by several researchers in the design and development of ODTs [14, 15]. However, some researchers had developed and prepared fluoxetine HCl in ODTs formulation using try and error methodology and they also used either wet granulation or sublimation techniques in order to manufacture the fluoxetine ODTs [16–18]. Consequently, this Box-Behnken experimental design will be the technique of choice to develop and optimize the fluoxetine ODTs. The design helps to develop the work methodology of fluoxetine ODTs. The design can minimize the number of trials, time, money, and gives developed formulation.
The World Health Organization has listed fluoxetine as an essential medicine [19]. Fluoxetine is a selective serotonin reuptake inhibitor indicated in the treatment of major paediatric depression, adults and children obsessive compulsion disorder, panic, premenstrual dysphoric disease, autism in adult, and trichotillomania [20,21]. The bioavailability of fluoxetine after oral administration has been reported to be up to 72 %, and the elimination of half-life ranged between 1 to 4 days [22]. Fluoxetine HCl is nominated for this work because it is widely used as antidepressant drug.
In the present study, direct compression technique was used to prepare fluoxetine ODTs and Box-Behnken experimental design employed to optimize the variables, including lubricant concentration, mixing time, and compression force through investigating their impact on the tablet weight, thickness, hardness, friability (%), and disintegration time. Moreover, the drug release profile is monitored as well.
Methods
Materials
The following chemicals were obtained and used as received. Fluoxetine HCl was purchased from Xi’an Realin Biotechnology Co., Xi’an, China. Microcrystalline cellulose was purchased from JRS Pharma, Aalen, Germany. Lactose spray dried 250 was purchased from DFE pharma, Borculo, Netherland. Croscarmellose sodium was purchased from FMC Biopolymer, Philadelphia, USA. Magnesium stearate was purchased from Fisher Scientific, Pittsburgh, PA, USA. All chemicals and reagents used were of analytical grade.
Flow properties of the powder blend
It is very important to maintain an excellent flowability property of the powder blends to keep the filling of the punches spaces with the required amount of powder during the process of tablet compression. Therefore, after weighting and mixing the powders together before the tablet compression process took place the powder flowability should be monitored. Hausner ratio, Carr’s index, and angle of repose were used to evaluate the flow properties of powders. Hausner ratio and Carr’s index were evaluatedby monitoring both bulk and tapped volume of the powder [23,24]. Bulk density (dB) of the designed powder formulation was calculated according to the method of Martin et al [25], while tapped density (dT) was determined according to Carr [23] and Sheehan [24]. Powder flowability properties were determined using Eqs 1 and 2.
Carr’s index = 100(dT – dB)/dT …………… (1)
Hausner ratio = dB/dT ……………………….. (2)
Angle of repose was calculated using Eq 3 [24,25].
Tan (α) = height/0.5 base …………………… (3)
All measurements were carried out in triplicate and mean ± standard deviation (SD) computed.
Box–Behnken experimental design
Box–Behnken experimental design (33) of the statistical package, Statgraphics® Centurion XV, version 15.2.05 (Statpoint Technologies Inc, Warrenton, Virginia, USA), was used to assess the effects of selected independent variables on the variables responses to optimize the ODTs formulation procedure. This strategy is used to optimize the procedure using a lesser number of experimental trials by investigating quadratic response surfaces; and for the creation of second order polynomial models. The levels of factor were coded as low, medium, and high settings (−1, 0, and +1) [12,26].
Preliminary experiments revealed that the chosen independent and dependent variables along with their levels and constraints as shown in had a significant effect on the ODTs formulation. The chosen independent variables were the percentage of lubricant concentration (X1), mixing time (X2), and compression force (X3). The observed responses of the dependent variables were the tablets weight (Y1), thickness (Y2), hardness (Y3), % friability (Y4), and in-vitro disintegration time (Y5). A total of 15 experimental formulae were planned by Box-Behnken design ().
A (33) Box-Behnken design was employed in this work and extended to optimize the fluoxetine ODTs formulation. Through generating the polynomial equations concerning the dependent and independent variables, the procedure optimized the values of X1, X2, and X3, which gave the best wanted possible values of Y1, Y2, Y3, and Y4 under controlled circumstances. A new formulation was prepared according to the predicted levels of X1, X2, and X3. Subsequently, the observed responses (Y1, Y2, Y3, Y4, and Y5) matched the predicted data and the residual, as well as the residual errors (%) were then calculated.
Preparation of fluoxetine HCL orally disintegrating tablets
Tablets (300 mg) containing fluoxetine HCl were manufactured by direct compression method under standardized conditions, according to the formulation specified in the Box–Behnken design (). Each formulation consisted of fluoxetine HCl (6.67 %), microcrystalline cellulose (30 %), croscarmellose sodium (4 %), and spray dried lactose (to 100 %) and were then mixed together for 15 min. Finally, magnesium stearate (0.5, 1 or 1.5 %) was added and mixed for 2, 13.5 and 25 min. After that 100 g from each formulations powder blends were subjected to the flowability test. Additionally, the remaining formulations powder blends were pressed at 5, 10 and 15 KN using the rotary tablet press (RoTab T, KG Pharma, Berlin, Germany).
Evaluation of ODT thickness, weight variation and hardness
The thickness (mm), uniformity of weight and hardness (20 tablets) were determined using ERWEKA Multi-Check 5.1 (ERWEKA GmbH, Heusensatamm, Germany).
Tablet friability test
Tablet friability (%) was determined using ERWEKA, TA3R friabilator (ERWEKA GmbH, Heusensatamm, Germany). it rotated for 4 min at 25 rpm.
Drug content determination
Drug content (10 Tablets) was determined according to the USP requirements. Tablets were weighed separately, crushed, and the drug was extracted with 0.1 N hydrochloric acid, filtered, and the content (%) determined by Shimadzu UV-1700 spectrophotometer (Shimadzu Corporation, Kyoto, Japan) at a wavelength of 225 nm after suitable dilution [3,16].
Assessment of in vitro disintegration time
The test was carried out in distilled water according to the USP30-NF25 requirements using a disintegration tester (ERWEKA GmbH, Heusensatamm, Germany). The apparatus was maintained at 37 ± 2 °C [27], and the time taken for the ODT to pass through the screen or till no solid residue remains on the screen was recorded as the disintegration time.
In vitro dissolution study
In vitro dissolution was carried out according to the USP30-NF25, using an automated dissolution tester (ERWEKA, Germany) attached to an automated sampler (SP-100 peristaltic pump, Somerset, NJ, USA). Dissolution was done in 900 mL phosphate buffer at pH of 6.8 ± 0.05 and 37 ± 0.5 °C temperature to simulate saliva fluid. The paddle rotated at 50 rpm. The samples were withdrawn automatically after 1, 2, 3, 4, 5, 10, and 15 min and were analyzed at a wavelength of 225 nm [28].
Results
The designed fluoxetine ODTs formulations powder blends were subjected to flowability property testing, before their compression into ODTs through measuring the Hausner ratio, Carr’s index, and angle of repose as displayed in . The 15 formulations powder blends displayed a flowability properties ranged from good to excellent as seen in .
ODT weight, as seen in , ranged between 299.1–319.2 mg with F5 and F7 respectively. All prepared ODTs were around 300 mg ± 7.5 %. Accordingly, all the ODT formulations met the United States pharmacopoeia requirements concerning the homogeneity of weight.
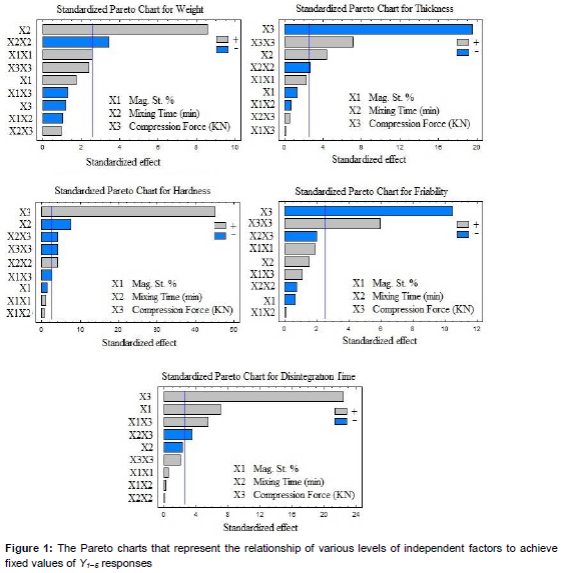
The Pareto chart () showed that variable X2 only extended after the reference line and the relatively larger coefficient for these terms is shown in the regression equation (Eq 4).
Therefore, only the lubricant mixing time (X2) had a significant effect on the tablet weight variation (Y1) with a positive coefficient. So, X2 displayed a direct proportional effect on Y1 for all formulations, although the ODT still within the USP requirements (± 7.5 %). Meanwhile X1 and X3 had an insignificant effect on Y1 response.
Y1 =310.962 – 11.9428X1 + 1.33677X2 – 1.96732X3 + 11.2833X12 – 0.186957X1X2 – 0.55X1X3 – 0.0285759X22 + 0.0178261X2X3 + 0.104833 X32 …………………… (4)
where X12, quadratic term of lubricant concentration; X22,quadratic term of mixing time; X32, quadratic term of compression force; X1X2, interaction between lubricant concentration and mixing time; X1X3, interaction between lubricant concentration and compression force; X2X3, interaction between mixing time and compression force; Y1, tablet weight variation (mg); Y2, tablet thickness (mm); Y3, tablet hardness (Kp); Y4, friability (%); and Y5, in vitro disintegration time (sec).
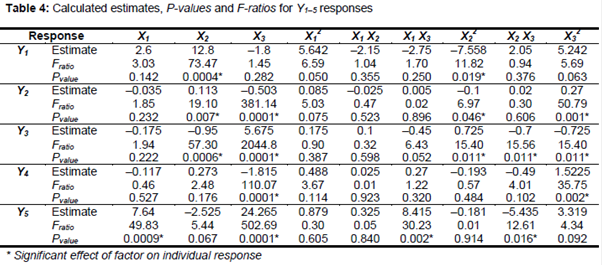
and Figures 1 – 3 indicate that Pvalue of X2 <0.05 and the Fratio was 73.47 (highest value) so it had a significant effect. The Pvalues of X1 and X3 were >0.05 and the Fratios were 3.03 and 1.45 (lowest values) so they had an insignificant effect. Moreover, fluoxetine content uniformity within all ODT formulations ranged from 97.72 ± 2.97 to 103.6 ± 1.85 %. Therefore, fluoxetine content distributed homogeneously throughout all suggested prepared formulations.
Y2 = 5.40669 – 0.355652X1 + 0.015534X2 –0.161598X3 + 0.17X12 –0.00217391X1X2 + 0.001X1X3 – 0.000378072X22 + 0.000173913X2X3 + 0.0054X32 …………………(5)
Calculated p-values were < 0.05, plus the Fratios were 19.1 and 381.14 for X2 and X3 respectively. Therefore, X3 had the highest priority effect than other independent variables and accompanied by an inverse proportional effect on Y2 while X2 was in the second priority effect. Whereas p-value of X1 was > 0.05 and it accompanied with a very low Fratio (1.85). Consequently, increasing X2 and X3 and led to the decreasing of Y2.
Tablet hardness responses (Y3) were displayed in Tables 2, 4 and Figures 1 – 3. The lowest Y3 was reported with F8 (1.2 Kp) but the highest Y3 was reported with F9 (8.2 Kp). Additionally, the Pareto chart showed the variables of X2 and X3 bars were extended after the reference line and the relatively larger coefficient for these terms is shown in the regression equation as below (Eq 6).
Y3 = –2.74719 – 0.0923913X1 – 0.063138X2 + 1.02967X3 + 0.35X12 + 0.00869565X1X2 – 0.09X1X3 + 0.00274102X22 – 0.00608696X2X3 – 0.0145X32 ………..(6)
X3 exhibited positive coefficient while X2 acquired negative coefficient. The p-values for X2 and X3 were < 0.05 while F ratios was 57.3 and 2044.8, respectively, indicating a significant effect of those variables on Y3 while the calculated Pvalue of X1 was >0.05 and the Fratio was very low (1.94). Therefore, Y3 was closely related to the increase of X2 and X3 [29].
Likewise, tablet friability (%) responses (Y4) were displayed in Tables 2 and 4 and Figures 1 – 3. It ranged from 0.06–2.5% (F9 and F8 respectively). The X3 had an inverse effect on Y4 where its bar extended after the reference line and the relatively larger coefficient for this term is shown in the regression equation as below (Eq. 7):
Y4 =5.84405 – 2.63685X1 + 0.0719329X2 – 0.786978X3 + 0.975X12 + 0.00217391X1X2 + 0.054X1X3 – 0.000727788X22 – 0.00426087X2X3 + 0.03045X32 ……………………(7)
However, X1 and X2 had an insignificant effect on Y4 response. Furthermore, the Pvalues were <0.05 and the Fratio (110.07) were the highest among all other variables effect. On the other hand, the Pvalues for X1 and X2 were >0.05 and the Fratios were 0.46 and 2.48 respectively, which were lower than the value of X3 (110.07) reported. This indicated that X1 and X2 had insignificant and low priority effect on Y4. Therefore, the tablets that were prepared at stronger X3 presented lower Y4 due to the hardness and thickness [29].
The time of disintegration (Y5) responses were seen in Tables 2, 4 and Figures 1 – 3. F4 exhibited the lowest Y5 (11.42 s) but the highest was noticed with F10 (45.45 s) in which the Y5 regression equation (Eq. 8):
Y5 =11.0438 – 13.0882X1 + 0.353025X2 + 0.0538551X3 + 1.75833X12 + 0.0282609X1X2 + 1.683X1X3 – 0.00068368 X22 – 0.0472609X2X3 + 0.0663833 X32 …………………..(8)
The positive coefficient of X1 and X3 demonstrated direct proportional effect plus high priority effect of X3 compared to X1 on Y5 as displayed. The Pvalues of X1 and X3 were < 0.05. The Pvalue of X2 was > 0.05 which indicated an insignificant effect on Y5. Additionally, the Fratios of X1, X2, and X3 were 49.83, 5.44, and 502.69 respectively. These results are in accordance with the findings of other works [29].
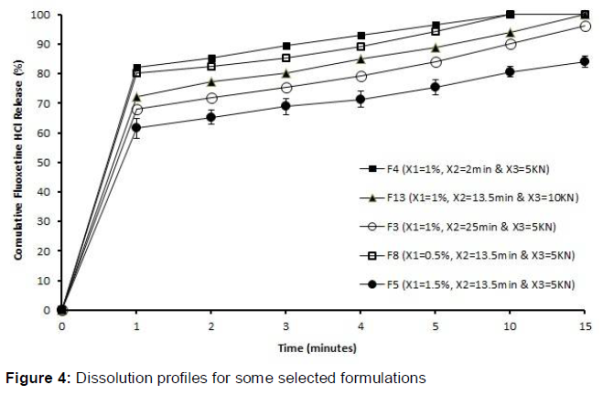
All formulations achieved T50 (time of 50 % of fluoxetine release) within the first minute while T80 (time of 80 % of fluoxetine release) was achieved by F4 and F8 within 1 min. The dissolution of the 15 formulations after 5 min ranged from 71.45 - 96.73 %. After 10 min, the values ranged from 78.56 – 100.00 %; while after 15 min, dissolution from almost all formulations approximately 100 %. showed the dissolution profile of selected formulations. This selection is based on the fact that these selected formulations showed the effect of X1, X2, and X3 employed without repeating the results for the remaining formulations that display the effect of independent variables.
Discussion
The powder blends displayed acceptable flowability property which ranged from good to excellent [23,24]. Magnesium stearate particles formed a thin layer covering the other powder particles that improved the powder flowability properties, especially with higher concentration (1.5 %). The longer mixing time (13.5 and 25 min) enabled the lubricant particles to fill all groves over the powder blend particles surface and form an intact thin layer over the particles surfaces [9].
Tablet weight variation is closely correlated with the increase of lubricant mixing time due to the presence of lubricant material like magnesium stearate within the powder blend. Besides, the mixing time allowed the lubricant particles to spread efficiently throughout the tablet ingredients particles forming a thin layer over these particles, that leads to minimum particles interaction and friction and consequently improving the flowability properties [7]. The punches spaces of tablet press machine were filled with powder particles without pressure only with the powder flowability effect. Therefore, excellent powder flowability property is considered as a requirement for the successful direct compression technique [9]. Excellent powder flowability property reduced the particle friction so particles moved easily over each other. So, the particle-particle spaces might be reduced to its minimum, leaving more spaces that could be filled with excess particles between the punches spaces instead of air that might explain the tablet weight increase. At the same time the ODTs weight is controlled by the punches spaces that were adjusted before commencing the compression process. Consequently, the ODTs weights were not very noticeable, but they were around 300 mg ± 7.5 % [24].
Tablets thickness is mainly influenced by the increase in compression force and the decrease of mixing time since the decrease of powder flowability property leads to the decrease of particles content. Tablet hardness is also strictly associated with the increase of compression force and the decrease of mixing time as reported by Andries et al [29]. Tablet friability is affected by the compression force employed during tablets pressing in which leads to harder tablets. Disintegration time is thoroughly related to the increase in lubricant concentration and compression force, but it is not influenced by the length of mixing time. It might be due to the decrease of tablets friability % and hardness as reported tby others [29].
Fluoxetine tablet content was uniformly distributed throughout the formulation and the direct compression technique displayed an efficient procedure for the manufacturing of fluoxetine HCl ODTs.
The fluoxetine release (%) was very high within the first minute of dissolution, then T80 was noticed within 5 min of dissolution with those formulations that had the smallest lubricant concentration, shortest mixing time, and lowest compression force (). Consequently, lubricant concentration, mixing time, and compression force influenced the fluoxetine release (%) due to the hydrophobic property of magnesium stearate, since it forms a layer over the particulates and stronger compression force increases the tablets hardness as reported by others [29].
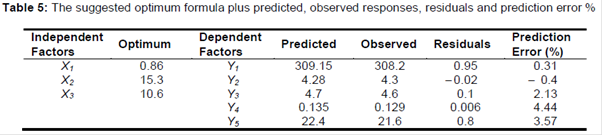
The goal of this work was to prepare an optimized fluoxetine ODTs formula with an average weight of 300 mg ± 7.5%, minimum tablet thickness, friability (%), and disintegration time, but accompanied with maximum tablet hardness. The optimum responses of the variables were gained through graphical and numerical analysis by means of statistical Statgraphics® software and based on the principle of desirability [30]. The Box-Behnken design has suggested an optimized formula as in .
Therefore, the suggested formula was prepared and then characterized as done before. The experimental results were compared to the design predicted results by calculating the residual and residual error (%) in order to validate the Box-Behnken design suggestion. The residual differences were 0.95 mg, –0.02 mm, 0.1 Kp, 0.006 %, and 0.8 s respectively, and the prediction errors (%) were 0.31, –0.4, 2.13, 4.44, and 3.57 %, respectively. The results showed an insignificant difference (t-test, Pvalue > 0.05) between the predicted and experimental responses (). The suggested optimal formula showed the best-fitted formula amongst other formulae according to the prediction error (%) and/or residual results which were below 5 % and could be considered negligible.
Conclusion
Fluoxetine ODTs have been successfully developed and improved by a Box-Behnken experimental design, and prepared using direct compression technique. Variables including lubricant concentration, mixing time, and compression force have a quantitative effect on the weight variation, thickness, hardness, friability (%), and in vitro disintegration time which could be predicted by Box-Behnken design.
The experimental values of the improved formula were close and in line with the predicted values that verified the integrity of the developed fluoxetine ODTs formulation. Finally, this optimized and developed antidepressant drug, fluoxetine HCl, ODTs formulation will achieve numerous targeted benefits such as rapid onset of action, high bioavailability, ease of administration, and patients’ convenience, especially for those with swallowing difficulties regardless of age.
Declarations
Acknowledgement
References
Archives
News Updates